
В широком понимании, понятие профилирования заготовки подразумевает придание ей особой заданной конфигурации, как правило, в сечении. Если брать во внимание удлинённые изделия, то обычно полученный профиль сечения повторяется на всём её протяжении, хотя некоторые продукты могут иметь неодинаковую форму сечения по всей длине.
Профилированный пиломатериал – это заготовка/деталь, созданная из доски или бруса/бруска, с обработанными на фрезеровальном оборудовании четырьмя сторонами. К таковым относят:
- вагонку,
- блок-хаус,
- имитацию бруса,
- половую шпунтованную доску,
- профилированный брус,
- поручни лестниц,
- детали окон и дверей,
- раскладку,
- наличники,
- уголки,
- плинтусы…
Как видим, по сравнению с обрезными пиломатериалами, тут не просто выполнена пильная обработка имеющихся поверхностей. Все они, или только их часть, при профилировании получают форму отличную от обычной плоскости. Например, у блокхауса нет ни одной чисто плоской поверхности, у половой доски и имитации бруса сложно отфрезерованы кромки и тыльная сторона, тогда как фасад остаётся лишь простроганным.

Условно профилированную пилопродукцию принято разделять на несколько подвидов. Например, по сфере использования:
- Конструктивные материалы (брус профилированный для возведения массивных стен).
- Обшивки (половой шпунт, вагонки, различные имитации массивных пиломатериалов…).
- Погонажи (доборные элементы типа: плинтусов, наличников, уголков).
Производится профилированная продукция в основном из хвойных пород и из осины. Делается это на многошпиндельных фрезеровальных установках, в которых обработка производится одновременно с двух или четырёх сторон. Также есть станки с пятым шпинделем, который режет какой-то элемент сечения под углом. Вариантов масса, современные станки могут работать как с полностью обрезным пиломатериалом в качестве заготовки, так и двухкантным брусом, или даже с бревном. Многие из них умеют торцевать и профилировать торец, склеивать, высверливать сучки, ставить пробку н место сучка, шлифовать, делать шероховатость под покраску, маркировать детали для последующей сборки, паковать и т.д.
ОТЛИЧИТЕЛЬНЫЕ ЧЕРТЫ ПРОФИЛИРОВАННЫХ МАТЕРИАЛОВ
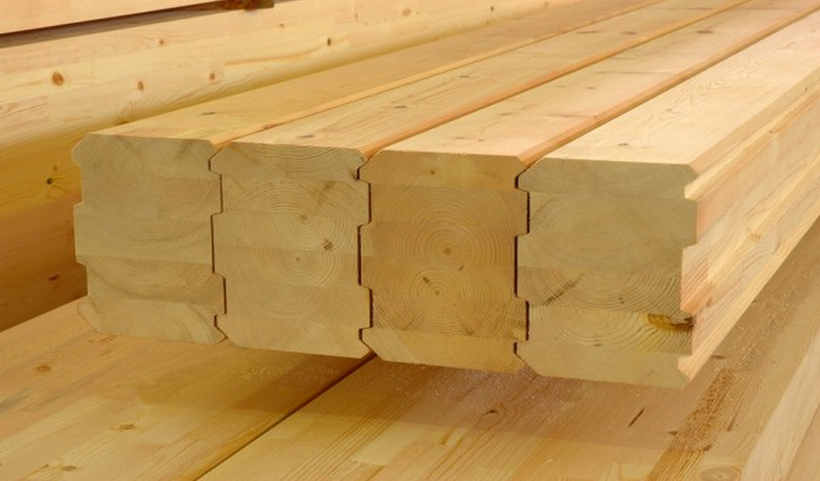
Замок
Ключевой фишкой профильных изделий из древесины, как правило, является наличие замка. Технически это не обязательно должен быть шип и паз, возможны варианты с четвертью, которая вполне актуальна, допустим, для доски пола. Но всё-таки зеркальной формы шип и паз применяется чаще всего. В основном они создаются на кромках, что позволяет реализовать плотное соединение заготовок в единую плоскую обшивку, которая не имеет сквозных зазоров в местах сочленения штучных элементов. Некоторые изделия снабжены элементами замка на торцах (например, есть короткая вагонка, которая собирается почти как кирпичная кладка).

Это решение способствует улучшению изоляционных характеристик конструкций (прежде всего, так как нет продувания облицовки), позволяет получить более эстетичную поверхность. Другим неоспоримым плюсом является возможность монтировать профилированные пиломатериалы скрытым способом. Вместо крепления деталей через тело, мастер может применить крепёж (саморез, гвоздь) под углом, вводя его в зону изделия, которая затем перекрывается следующей деталью (через полку паза или через шип). Также фиксацию обшивок получается производить при помощи специальных металлических пластин – так называемых кляймеров, к примеру, таким методом часто шьют на каркасы вагонку.
Следует отметить, что замок бывает более сложным. Так при создании цельного или клееного профилированного бруса для возведения массивных стен обычно нарезается два шипа и два паза на каждом изделии, что позволяет получить более надёжное в плане пространственной жёсткости «сруба» и более плотное соединение без метизов – как говорят «дерево в дерево».
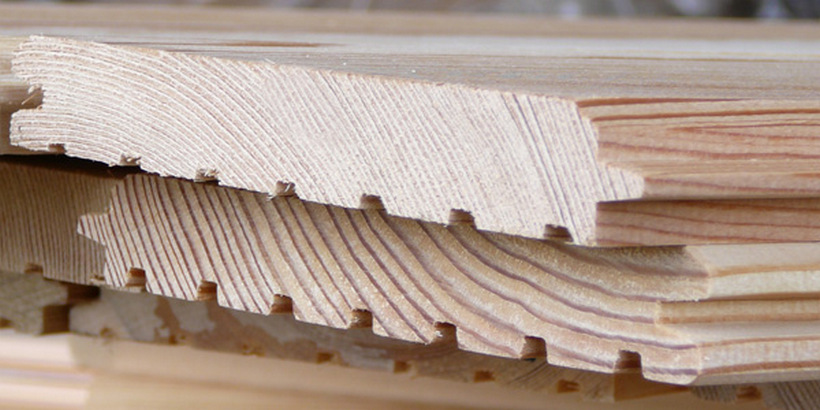
Вентиляционные пазы
Древесина очень не любит контактировать с водой. Капельная влага или водяной пар, конденсирующийся на поверхностях обшивок или каркасов из деревянного бруска, может вызвать появление гнили или привести к деформациям. Чтобы решить эту проблему не обязательно везде в подсистемах изготавливать вентиляционные зазоры с продухами – почти все современные пиломатериалы, относящиеся к группе профилированных, имеют на тыльной стороне вентиляционные канавки или проёмы. Они реализованными могут быть по-разному, начиная от нескольких мелких прорезей, заканчивая одной довольно широкой продольной выемкой.
Даже если крепить пиломатериал на плоскую поверхность или на каркас, полностью заполненный утеплителем и накрытый мембранным полотном – то под обшивкой образуется целая сеть вентканалов, по которым воздух будет циркулировать, выводя влагу, устраняя затхлость, слегка охлаждая древесину. Вентилируемую конструкцию для поддержания заданного микроклимата в помещениях (типа навесного вентфасада) таким образом создать не выйдет, но на долговечности деревянных обшивок и каркасов пазы действуют очень положительно.
Низкий процент влажности
Свежепиленная древесина естественной влажности слишком нестабильна по форме, может подвергаться биологическим поражениям. Кроме того, её очень трудно обрабатывать – снижается производительность оборудования, ухудшается качество и чистота поверхностей. По этим причинам заготовки перед фрезерованием всегда предварительно высушивают. Согласно положениям ГОСТ 8242-88 (Детали профилированные из древесины и древесных материалов для строительства. Технические условия) по согласованию между участниками рынка допустимая влажность профилированных деталей может быть установлена на уровне 20 процентов. Хотя оптимальными показателями указаны 12 и 15 процентов (с допуском +/- 3%) – для использования внутри помещений и снаружи соответственно.
Таких показателей при атмосферной сушке добиться очень непросто, для этого требуется слишком много времени и слишком большие склады. Потому в основном заготовки перед фрезерованием поступают в автоматизированные сушильные камеры, где древесина доводится до необходимой кондиции. Так получают доску/брус, что не будет: растрескиваться, разбухать, коробиться, гнить, усыхать и несколько месяцев усаживаться. Этот материал становится легче, он не будет ворситься при фрезеровании, не будет забивать тягучими волокнами оснастку.
Точная геометрия и качество реализации поверхностей
Можно сказать, что вся идея профилирования пиломатериалов сводится к точности. Без неё совершенно невозможно добиться качественного сопряжения, когда должным образом сочетается плотность и некоторая подвижность замка, практичность и естественная красота стыков.
Тот же ГОСТ 8242-88 содержит однозначную информацию по поводу возможных отклонений, которые допустимы для габаритов профилированных деталей. Так, например, если изделие имеет прирезку на торце, то оно не должно быть более чем на 3 миллиметра длиннее или короче заявленного номинала. По ширине разрешается отклонение в пределах +\- 1 мм. А допуск по толщине обязан укладываться в 1 миллиметр в большую или меньшую сторону. Любые другие параметры геометрии тоже не могут превышать миллиметровый порог, в том числе провесы лицевых поверхностей соединяемых воедино элементов или перпендикулярность сторон.
Что касается высоты, толщины и ширины элементов замка (паз, гребень, четверть), то здесь допустимых отклонений не предусмотрено.
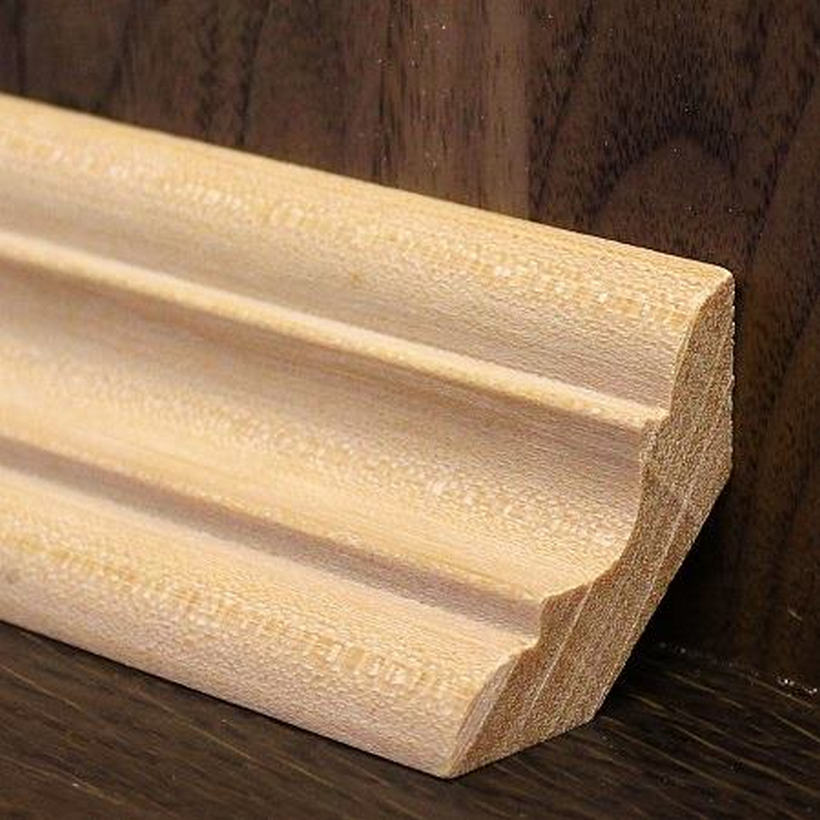
Чуть больше могут быть отклонения на пластях широких деталей, например, половой доске. Например, покоробленность продольная у полового шпунта считается нормальной, если она не превышает 3 мм на метре, а поперечная – может быть до 2 мм. Для изящных погонажей типа плинтусов, обналички и уголков указывается допустимое отклонения от прямой линии до 6 мм на одном метре погонном.
Оптимальная шероховатость поверхностей по госту зависит от типа защитно-декоративного покрытия. Под прозрачные ЛКМ на лицевых поверхностях нормой будет до 120 мкм, для непрозрачных – 200 мкм. Нелицевые поверхности профилированных деталей должны иметь шероховатость менее 500 мкм.
В заключение стоит сказать о некоторых дефектах. Нормативный документ разрешает выполнять шпаклевание трещин, вырывов, вмятин, запилов, червоточин на лицевых поверхностях. Но таких мест может быть не более 1 на метр детали (если покрытие планируется прозрачное). На тыльных сторонах их можно не заделывать.
Частицы сердцевины и тупой «карандашный обзол» также может иметь место на тыльной стороне профилированных пиломатериалов, но только если эти дефекты не доходят до шипа, четверти или паза. На обзоле не должно оставаться коры.









